【超高分子量聚乙烯衬板】报价,联系方式,(电话咨询)
2024-07-22 09:12:15
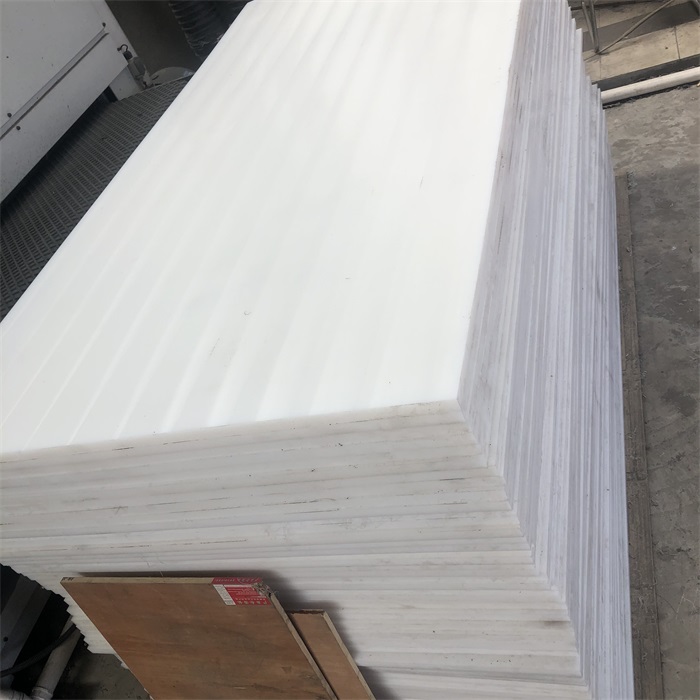
由于超高分子量聚乙烯的分子链呈缠绕状、粘度极高、几乎没有流动性超高分子聚乙烯耐磨衬板,所以加工难度很大超高分子量聚乙烯衬板。用一般的加工设备加工产品很难成型。目前超高分子量聚乙烯板材的加工大都采用烧结模压法,也有采用柱塞挤出法但产量很低。采用模压法生产超高分子量聚乙烯板材时一般采用如下生产工艺:原材料的选用.原材料的优劣决定了板材产品的品质。

其冲击强度随分子量的加大而提高,在分子量为150万时达到较大值,然后随分子量的继续升高而逐渐下降。值得指出的是,它在液氮中(-195℃)也能保持优异的冲击强度,这一特性是其它塑料所没有的。此外高分子聚乙烯板材,它在反复冲击表面硬度更高。自润滑性;UHMWPE有及低的摩擦因数(0.05~0.11),故自润滑性优异。表1为UHMWPE与其他工程塑料摩擦因数比较。

同时能够实现在低温、低能耗条件下提高高粘度聚合物的挤出(注摄)速度。产生润滑层的方法主要有两种:自润滑和共润滑。自润滑挤出;超高分子量聚乙烯(UHMW-PE)的自润滑挤出(注摄)是在其中添加适量的外部润滑剂,以降低聚合物分子与金属模壁间的摩擦与剪切,提高物料流动的均匀性及脱模效果和挤出质量。自润滑和共润滑。自润滑挤出;
并于1979年申请了转利超高分子量聚乙烯板厂家。此后经过十年的努力研究,证实凝胶纺丝法是制造搞强聚乙烯纤维的有效方法,具有工业化前途;1983年日本采用凝胶挤压超倍拉伸法,以石蜡作溶剂,生产超高分子量聚乙烯纤维;在中国超高分子量聚乙烯管材在2001年被国科计字(2000)056号件列为国家科技成果忠点推广计划,属化工类新材料、新产品。河南凯润塑业科技
共混;共混法改善超高分子量聚乙烯(UHMW-PE)的熔体流动性是有效、简便和实用的途径。这方面的技术多见于转利文献。共混所用的二组份主要是指低熔点、低粘度树脂,有LDPE、HDPE、PP、聚酯等,其中使用较多的是中分子量PE(分子量40万~60万)和低分子量PE(分子量<40万)。当共混体系被加热到熔点以上时,超高分子量聚乙烯(UHMW-PE)树脂就会悬浮在二组份树脂的液相中。

车厢滑板安装教程:
1、先把车厢底板用高压水完全清理(主要把里面的泥土清理干净),并把残缺破损的部位焊接修补平整。
2、待完全晾干后,把融化的沥青均匀涂抹在车厢底板上.低洼的部位可适当多涂几遍弄平,这一步很重要可以有效防止车厢钢板锈蚀,待沥青油完全冷却后,方可进行下一工序.(如不弄平车厢相对来说滑板的使用寿命要短一些)
3、安装车厢滑板,一般来说要选择天气气温高的时候安装作业,(滑板会相对柔软一下,好作业)车厢滑板都是由一块滑板而成,可用一块扁铁(厚度2到5mm左右宽度80-100mm左右,根据实际情况选择)垫在滑板上面用自攻螺丝打进车厢铁板上。(螺丝密度根据实际情况而定)其他位置固定重复之前的流程
5、螺栓密度:滑板四周和对缝处螺栓要相应加密,滑板中间部分可适当减少螺栓密度。