聚乙烯耐磨衬板(查看)_高分子聚乙烯板材
2023-09-20 09:08:38
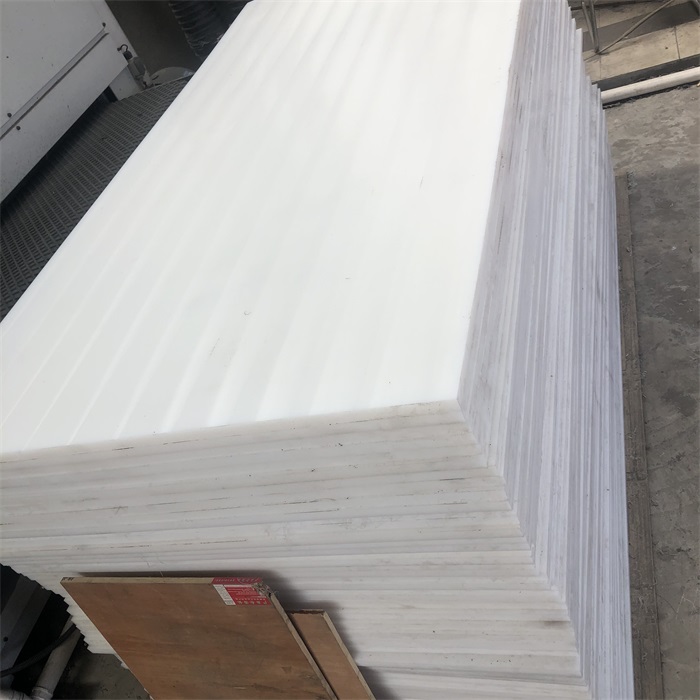
选用分子量300万以上有质的原材料加以科学的配方,合理的工艺才能得到有质的产品。配料.首先检验原材料的各项性能指标(核对产品检验报告)聚乙烯衬板,按确定的配方比例加入各种添加剂放入高速混料机超高分子量聚乙烯衬板,在一定的压力、温度下混合好予配料,充分排出原料中的水分。如果板材的颜色有要求的话,还得根据颜色的要求添加相应的颜料。河南凯润塑业科技

60年代大都采用柱塞式挤出机,70年代中期,日、美、西德等先后开发了单螺杆挤出工艺。日本三井石油化学公司早于1974年取得了圆棒挤出技术的成功。我国于1994年底研制出Φ45型超高分子量聚乙烯(UHMW-PE)单螺杆挤出机,并于1997年取得了Φ65型单螺杆挤出管材工业化生产线的成功。1985年又成功地注摄出一用人工关节等高分子聚乙烯板材。
注塑成型;日本三井石油化工公司于1974年开发了注塑成型工艺,并于1976年实现了商业化,之后又开发了往复式螺杆注塑成型技术。1985年美国Hoechst公司也实现了超高分子量聚乙烯(UHMW-PE)的螺杆注塑成型工艺。我国1983年对国产XS-ZY-125型注摄机进行了改造,成功地注摄出啤酒罐装生产线用超高分子量聚乙烯(UHMW-PE)托轮、水泵用轴套。

而且溶液温度的下降,导致冻胶体超高分子量聚乙烯(UHMW-PE)折叠链片晶的形成。这样,通过超倍热拉伸冻胶原丝可使大分子链充分取向和高度结晶超高分子量聚乙烯板厂家,进而使呈折叠链的大分子转变为伸直链,从而制得搞强度、高模量纤维。挤出成型;挤出成型设备主要有柱塞挤出机、单螺杆挤出机和双螺杆挤出机。双螺杆挤出多采用同向旋转双螺杆挤出机。

固定车厢衬板一般采用如下方法:
(1)钢板转钻孔法(2)焊接螺栓法
由于衬板的膨胀系数是2×10-4/℃,在操作或环境温度出现较大变化的情况下,衬板的固定形式必须考虑它自由膨胀或收缩。
任何一种固定方法,设计时都应考虑到有利于散装物料的流动,并且螺钉头母总是埋入衬板内。
安装时特别注意:
1、每平方米使用螺栓不应少于10条;
2、螺栓沉头平面要求必须低于板面;
3、板材之间缝隙不应大于0.5cm(安装时要根据板材使用环境温度给予适当调整)
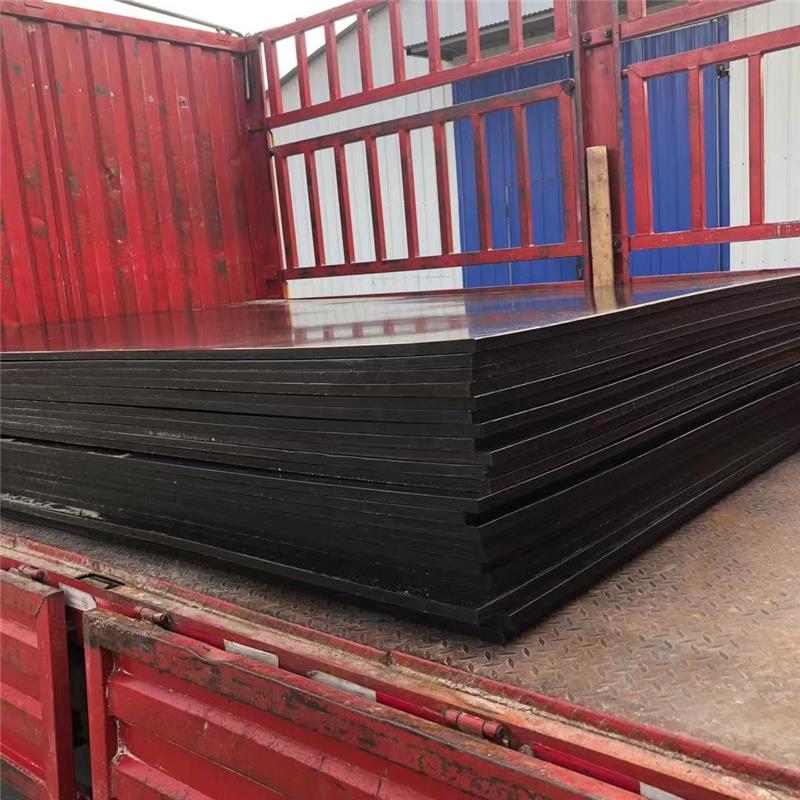
卸土净滑板,车底滑板,不沾土滑板
不粘料,加快下料速度,这是因为车厢滑板的吸水率特别低,只有钢的1%。货料即使湿度大,也不会粘在上面。耐磨损,抗磨损能力是钢板的五分之一。赶快转变对塑料材料不耐磨的想法吧。抗腐蚀,车厢滑板是超高分子有机材料,对酸碱有非常强的耐性。这是钢板做不到的。抗冲击,分子量大,化学键紧密。因此抗冲击能力强,不会断裂。